Rick|3D量測 ATOS 部門
氣孔缺陷即氣體在金屬液結殼之前未及時逸出,在鑄件內生成的孔洞類缺陷。
氣孔的內壁光滑,明亮或帶有輕微的氧化色,在鑄件中產生氣孔後,會減小其有效的承載面積,且在氣孔周圍會引起應力集中而降低鑄件的抗沖擊性和抗疲勞性。氣孔還會降低鑄件的致密性,使得某些要求承受水壓試驗的鑄件變成報廢品。另外,氣孔對鑄件的耐腐蝕性和耐熱性也會有不良的影響。
以球墨鑄件來說:球墨鑄鐵件的生產過程中,在熱處理、拋丸清理後或機加工時,常會在皮下發現一些直徑大約為0.5-3mm,形狀為球形、橢圓狀或針孔狀內壁光滑的孔洞,即為氣孔缺陷。
在金屬鑄造加工過程中或多或少會因為某些因素(參數跑掉、原料問題、人為疏失…等)而有不良率的產生,判定不良條件有很多種,本文要講是屬於成品缺陷部分,外部缺陷較能輕易從外觀檢查挑揀出來,但內部缺陷則完全看不到,有些內部微小 裂縫(暗裂) 及 孔隙(氣孔) ,即便後續用物理特性儀器分析也未必能看出異狀。
氣孔對鑄件品質會有什麼樣的的影響?
◆ X-Ray 掃描檢測
電腦斷層掃描檢測一般是用來檢查其內部的結構,主要看是否存在氣孔、疏鬆、沙眼、夾雜、裂紋等缺陷。這些缺陷在大型鑄件上的顯現體積也較大,所以對於 X-Ray 檢測精度的要求並不高。
而工業檢測的難點在於穿透力和解析度,因為工業件一般比較厚,需要更高劑量的 X-Ray ,這就意味著需要高電壓、高電流的 X-Ray 發射器,才能獲取高精度且更高效益的掃描資料。
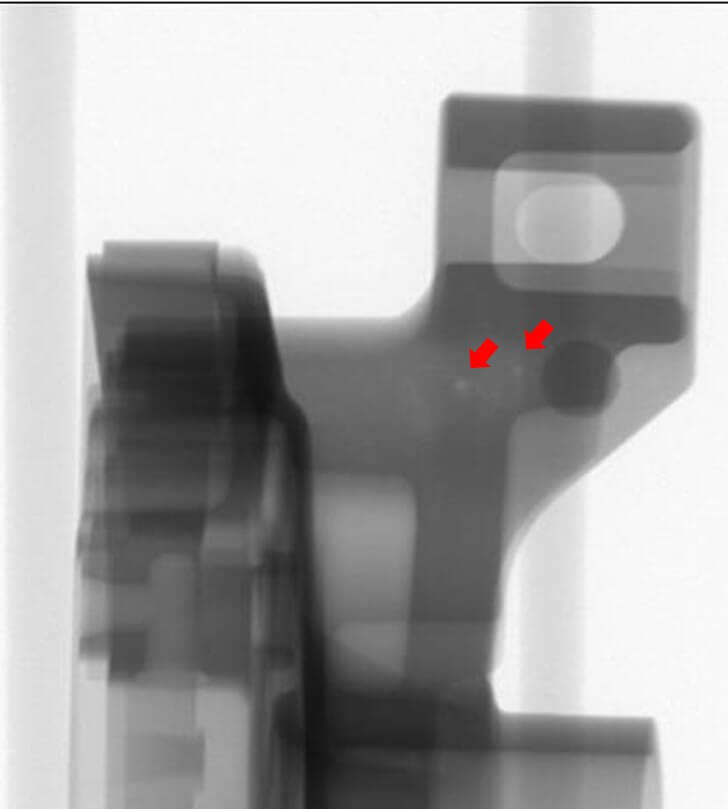
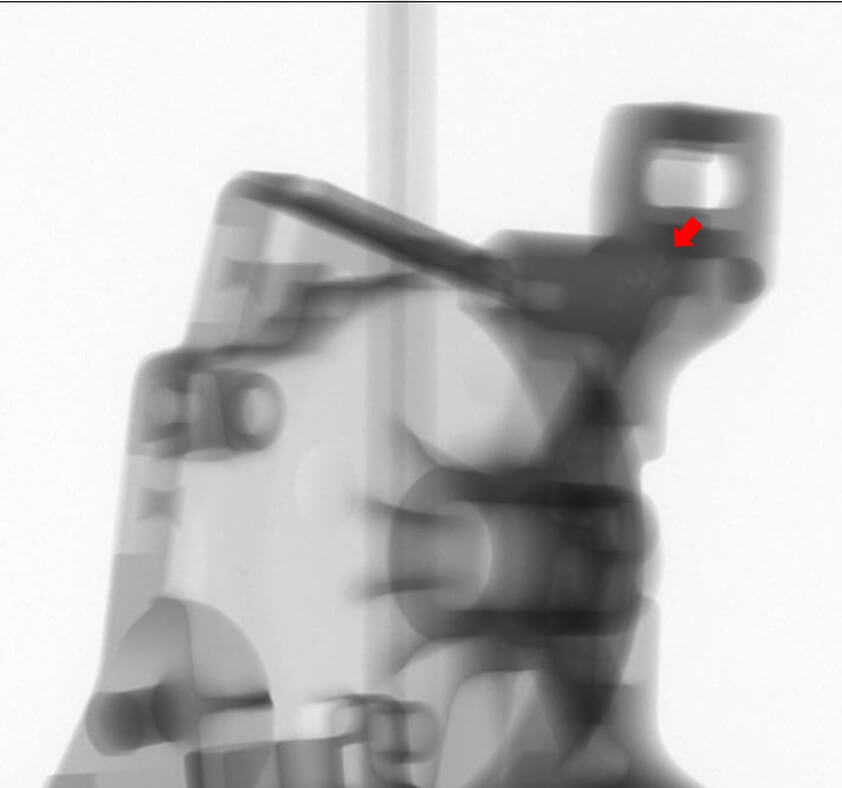
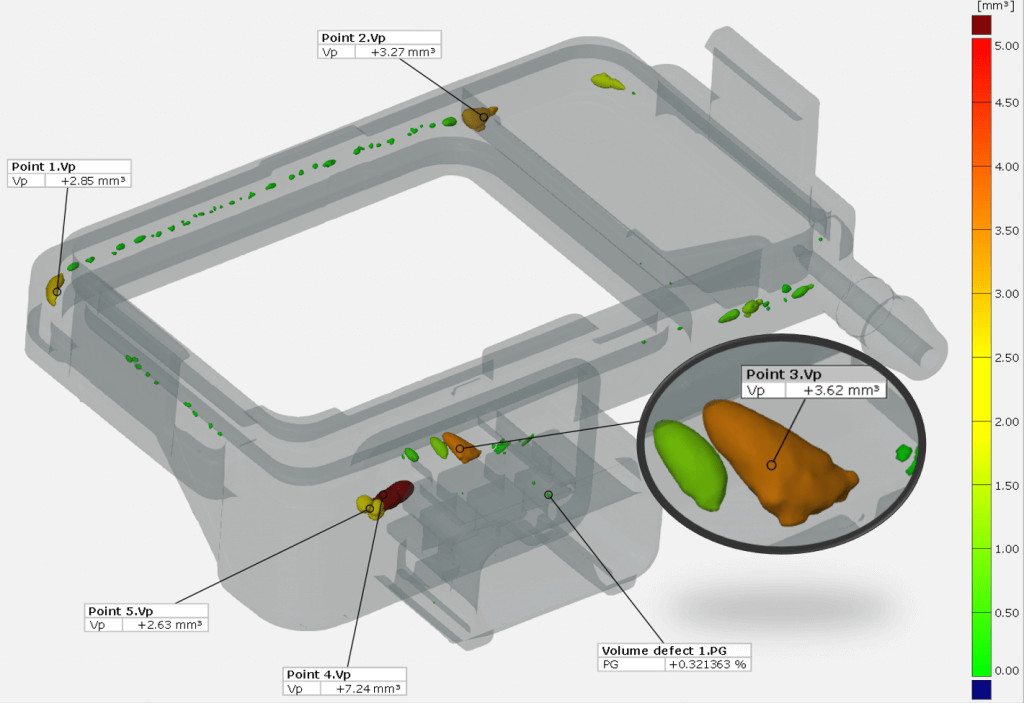
目前使用 X-Ray 在鋁壓鑄或是重鑄的掃描檢測,是透過 2D 影像照片來判斷缺陷位置、缺陷形狀與大小…等,雖然依循 ASTM E2422 與 ASTM E2473 的規範標準影像作為判斷參考,但大多都基於人為經驗來判斷,容易有誤判及標準不一的狀況。另外,2D 影像照片無法對缺陷作的誤差進行量化且重要尺寸也無法檢測出來,例如缺陷距離表面的距離或是特定區域的缺陷比例。
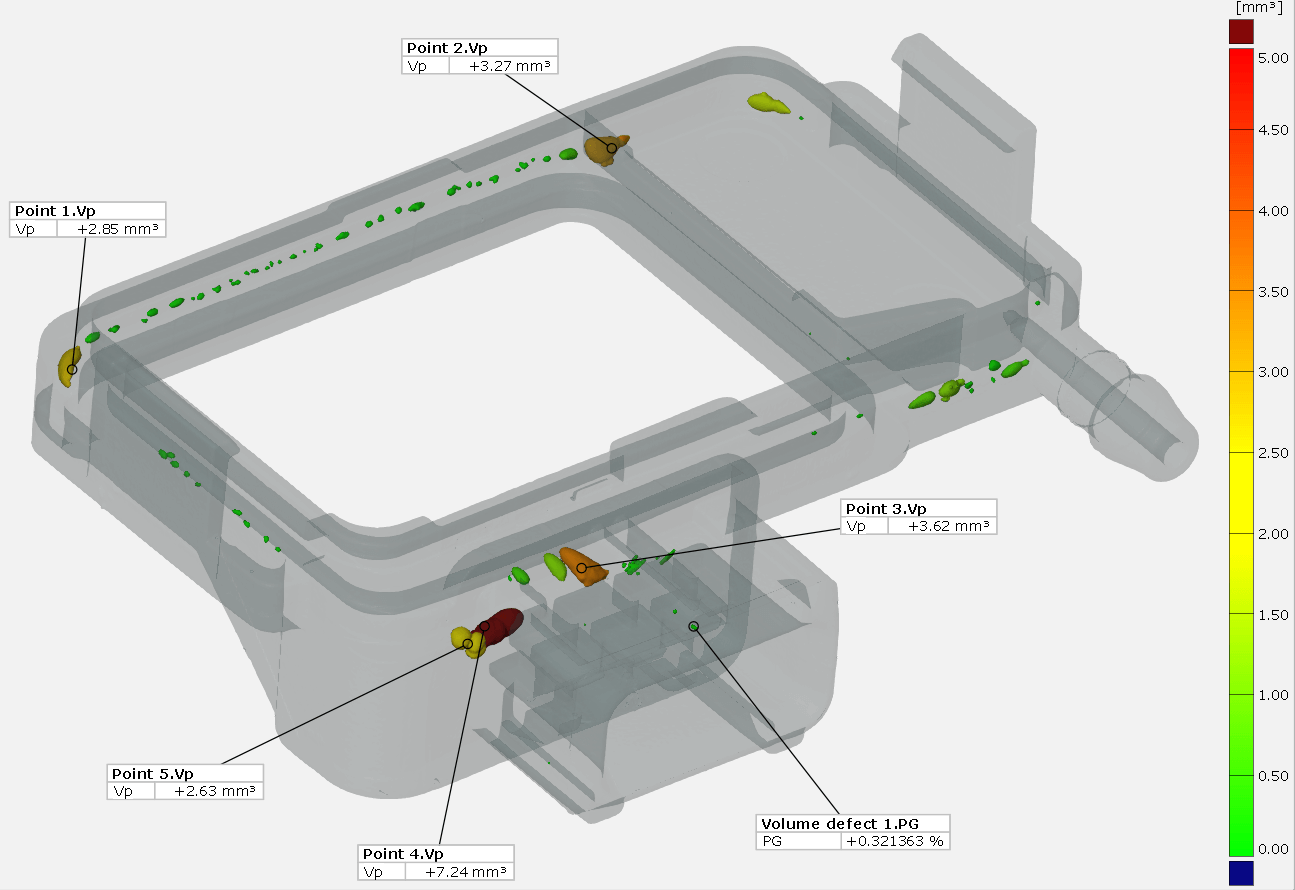
透過免費 GOM Inspect suit 2020 即可開啟 3D 格式的 CT 量測檔案,可以在任何電腦確認缺陷問題,立刻對產品進行修正。
Atos部門
公司名稱 *
姓名 *
電話 *
信箱 *
本人同意馬路科技顧問股份有限公司蒐集、處理與利用本人以上填寫之個人資料用於行銷活動之業務範圍使用。