RATC PLASTIC KNOWLEDGE DAY
塑膠件全尺寸檢測怎麼做?從 GD&T 到 3D 掃描建立量產品質判斷基準
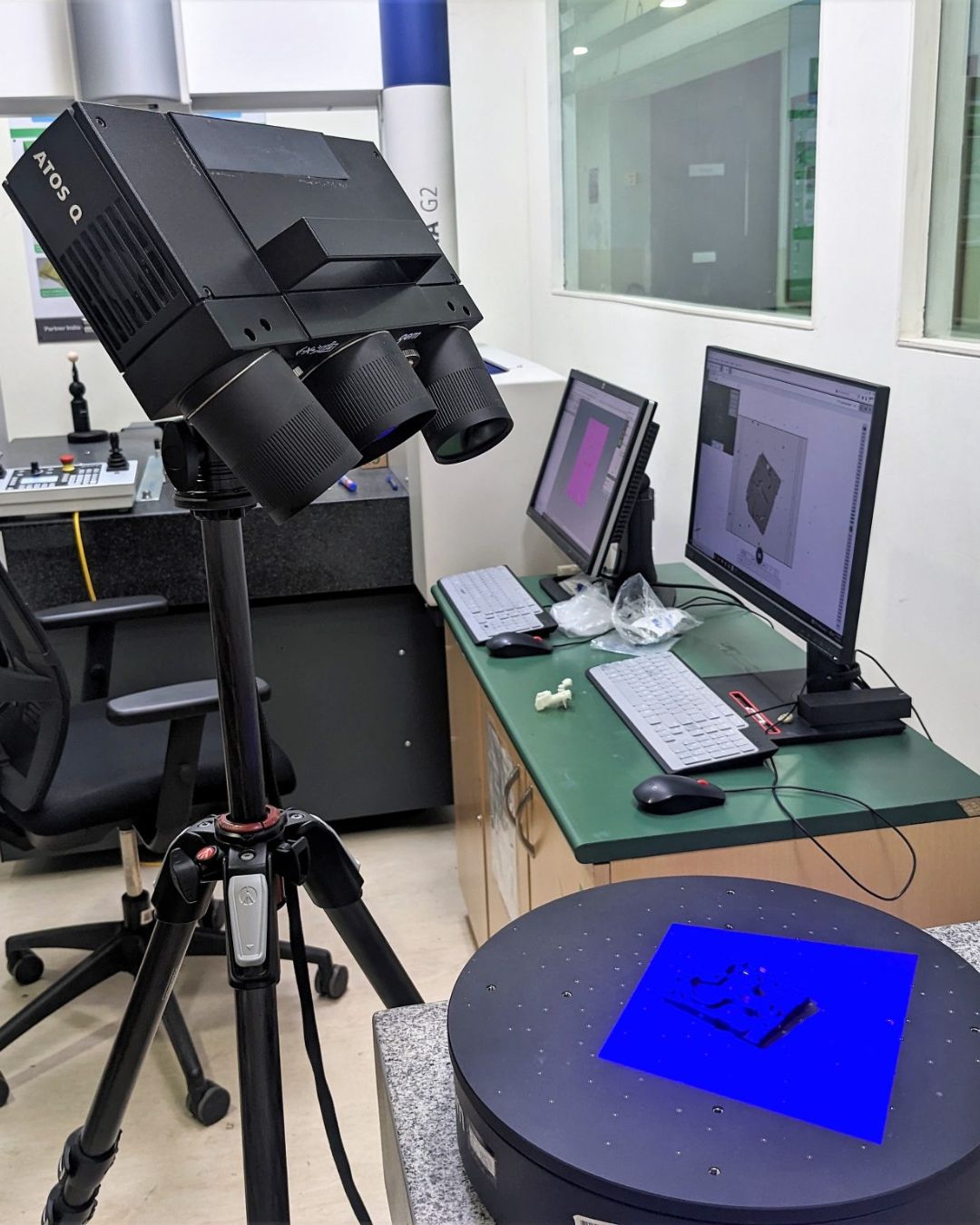
ZEISS 3D高精度量測解決方案
塑膠件檢測不只看尺寸,更要看功能與組裝風險
塑膠件開發尺寸檢測一直是品質管理的重要環節,然而,當產品幾何越來越複雜、外觀曲面越來越多、組裝要求越來越高,單純檢查長、寬、高、孔徑或幾個關鍵尺寸,已經無法完整判斷產品是否符合設計需求。 一個塑膠件即使幾個重點尺寸都在公差內,仍可能因為整體輪廓偏差、平面翹曲、孔位偏移、卡扣變形或裝配面不穩,導致組裝干涉、間隙不均、密合不良或功能失效。
因此,塑膠件檢測正在從傳統「尺寸合不合格」的判斷,逐步走向「幾何特徵是否符合設計意圖」「整體輪廓是否穩定」「製程趨勢是否開始偏移」的品質管理思維。 在這樣的趨勢下,GD&T、3D 掃描、全尺寸檢測、Surface Profile 輪廓比對與趨勢統計分析,成為塑膠模具、射出成型與品保工程師越來越需要理解的量測關鍵字。

為什麼塑膠件需要全尺寸檢測?
塑膠射出件的變形來源很多,包含材料收縮、模具溫度、流動方向、冷卻條件、肉厚設計、脫模應力與後收縮等。這些因素不一定只反映在單一尺寸上,而可能造成整體輪廓或功能特徵的偏移。
傳統尺寸檢測多半會針對圖面上的重點尺寸進行抽查,例如孔徑、孔距、外徑、厚度、高度、平面度或局部位置。但當產品具備自由曲面、大面積薄殼、多扣位、多孔位或複雜裝配面時,抽查點位可能無法完整代表整個零件狀態。 全尺寸檢測的目的,是盡可能從完整幾何資訊出發,了解產品整體與設計之間的差異。
它能協助工程師回答幾個關鍵問題:
- 產品整體輪廓是否符合 CAD 設計?
- 哪些區域發生收縮、翹曲或變形?
- 孔位、扣位、柱位等功能特徵是否偏移?
- 組裝面是否可能產生干涉或間隙不均?
- 多件產品之間的偏差趨勢是否一致?
- 批次生產是否逐漸偏離原始基準?
相關資訊中提到,全尺寸掃描技術可從點到面進行全域檢測,確保視覺化盲點不易被忽略,並可透過全域性輪廓比對建立品質防護網。 對塑膠件而言,這種從局部尺寸到整體幾何的檢測轉變,能讓品質判斷更接近產品實際功能需求。
GD&T 是什麼?為什麼塑膠件檢測需要它?
GD&T 是 Geometric Dimensioning and Tolerancing 的縮寫,中文常稱為幾何尺寸與公差,或幾何公差。 簡單來說,GD&T 不只是規定「尺寸是多少」,更重要的是定義零件的幾何特徵與功能關係。例如平面是否夠平、孔位是否在正確位置、輪廓是否落在允許範圍內、某個裝配面是否相對基準保持正確方向。 在塑膠件檢測中,GD&T 特別重要,因為塑膠件常常不是單純的方形或圓形零件,而是包含曲面、扣位、肋條、孔柱、裝配面與外觀面的複合結構。
常見與塑膠件相關的 GD&T 概念包括:
- 位置度
用來確認孔、柱、扣位等特徵是否落在設計允許的位置範圍內。 對需要螺絲鎖附、卡扣組裝或與其他零件配合的塑膠件來說,位置度非常關鍵。
- 平面度
用來確認某個平面是否平整。 若塑膠件有貼合面、密封面或組裝基準面,平面度不佳可能導致間隙、漏光、漏氣或組裝不穩。
- 輪廓度
用來確認曲面或外形輪廓是否符合設計。 對外觀件、車用內飾件、電子產品外殼與薄殼件來說,輪廓度通常比單一尺寸更能反映實際品質。
- 垂直度與平行度
用來確認零件特徵之間的方向關係。 例如柱位與底面是否垂直、裝配面是否保持平行,這些都會影響組裝與功能。
- 基準系統
GD&T 會透過基準定義量測與組裝參考。
對塑膠件而言,選擇正確基準非常重要,因為不同基準設定可能導致完全不同的檢測結果與判斷。
GD&T 可突破傳統尺寸限制,協助釐清設計意圖,並解決組裝干涉與配合問題。 換句話說,GD&T 的價值不是讓檢測變複雜,而是讓工程師能更準確判斷產品是否真的符合功能需求。
3D 掃描如何實現塑膠件全尺寸檢測?
3D 掃描量測可以快速取得塑膠件表面幾何資料,並將實際成品與 CAD 模型進行比對。這讓工程師不再只能依靠少數點位,而能從完整輪廓理解產品狀態。
在全尺寸檢測流程中,3D 掃描通常可應用於以下幾個環節:
- CAD-to-Part比對
將掃描後的成品資料與原始 CAD 模型進行重疊比對,可快速確認整體偏差分布。 透過偏差色階圖,工程師可以看出:
- 哪些區域高於或低於設計值
- 哪些外觀曲面產生變形
- 哪些裝配面不平整
- 哪些區域可能因收縮造成尺寸不足
- 哪些特徵因翹曲產生位置偏移
這對塑膠殼件、曲面件、車用內飾件、電子產品外殼等產品特別有價值。
- Surface Profile輪廓比對
Surface Profile 可用來檢查整體表面輪廓是否落在允許範圍內。
相較於只檢查幾個尺寸點,輪廓比對更適合處理自由曲面、大面積外觀面與複雜幾何。 當產品外觀、貼合或組裝高度依賴曲面精度時,Surface Profile 可以提供更完整的判斷基準。
- 關鍵特徵檢測
3D 掃描也可以協助檢查孔位、扣位、柱位、肋條、邊界、裝配面等特徵。
這些特徵通常直接影響組裝與功能。
例如:
- 孔位偏移可能導致鎖附困難
- 扣位變形可能導致卡合不良
- 裝配面翹曲可能導致間隙不均
- 柱位偏斜可能影響組裝強度
- 外殼輪廓偏差可能造成外觀段差
- 首件檢查與量產抽檢
在 NPI 或新模具開發階段,3D 掃描可用於首件檢查,協助工程師快速建立成品與設計的差異基準。 進入量產後,也可以將掃描資料應用於抽檢或趨勢追蹤,判斷產品是否逐漸偏離原始設定。
從 OK/NG 到趨勢分析:塑膠件品質管理的新重點
傳統品質檢測常以 OK/NG 作為判斷結果,但對量產製程來說,更重要的問題是:產品是否正在逐漸偏離穩定狀態? 例如,今天產品仍在公差範圍內,但連續幾批資料都顯示某個孔位逐漸偏移,或某個曲面逐漸變形。若等到產品真正超差才處理,可能已經產生大量重工、報廢或客訴風險。
因此,全尺寸檢測若能結合趨勢統計分析,就能從單次檢查延伸到製程預警。趨勢統計分析可即時監控生產趨勢,在不良品發生前掌握預兆,並利用數據分析製程中的偏移,降低報廢與重工。
在塑膠射出量產中,趨勢分析可以協助觀察:
- 模具磨耗是否造成尺寸逐漸偏移
- 特定穴位是否比其他穴位更容易超差
- 成型參數變動是否影響產品輪廓
- 批次間的收縮與翹曲是否穩定
- 製程是否仍維持在可控範圍內
這種概念也呼應塑橡膠產業近年推動智慧製造、數位製造與低碳轉型的方向。TaipeiPLAS 2026 相關資訊指出,塑橡膠產業升級趨勢聚焦智慧製造、創新材料與永續循環;對製造現場而言,量測數據與製程判讀能力將成為提升效率與降低損耗的重要基礎。(taipeiplas.com.tw)
多穴模具為什麼更需要全尺寸與趨勢檢測?
多穴模具是塑膠射出量產中常見的配置,能提高產能與效率。但多穴模具也帶來另一個品質挑戰:每一穴的成型條件不一定完全相同。 即使使用同一副模具、同一批材料、同一組成型參數,不同穴位仍可能因為流道配置、壓力分布、冷卻條件或排氣狀態不同,產生尺寸差異。 若只抽檢少數尺寸或少數穴位,可能無法及早發現特定穴位的趨勢性偏移。
透過 3D 掃描與全尺寸比對,工程師可以建立各穴位之間的偏差比較,例如:
- A 穴與 B 穴的整體輪廓差異
- 特定穴位是否有固定收縮區域
- 不同穴位的孔位或扣位偏差是否一致
- 是否有特定穴位逐漸產生磨耗或變形
- 修模後各穴差異是否收斂
這對連接器、電子機構件、小型精密塑膠件、醫療耗材零件與車用塑膠扣件等產品特別重要。
塑膠件全尺寸檢測常見導入流程
若企業希望將 3D 掃描導入塑膠件全尺寸檢測,可從以下流程開始規劃:
- 定義檢測目的
首先要確認本次檢測是為了首件驗證、模具修正、量產抽檢、客訴分析,還是製程趨勢追蹤。 不同目的會影響掃描精度需求、檢測點位、比對方式與報告格式。
- 確認產品關鍵特徵
工程師需要先定義哪些區域最影響功能與品質,例如孔位、扣位、裝配面、外觀面、密封面、定位面或薄壁區域。
這些特徵應該與 GD&T、公差要求與產品功能連結,而不是只看容易量測的尺寸。
- 建立掃描與 CAD 比對基準
接著建立掃描資料與 CAD 模型的對齊方式,包括基準選擇、最佳擬合方式、檢測範圍與偏差色階設定。 基準設定會直接影響比對結果,因此需要工程師依照產品功能與圖面要求判斷。
- 產出全尺寸檢測報告
報告可包含偏差色階圖、關鍵尺寸、GD&T 檢測結果、Surface Profile 分析、特徵偏差與異常區域說明。 若用於跨部門溝通,建議報告不只列出數值,也要保留視覺化圖像,讓設計、模具、品保與製程團隊都能快速理解。
- 建立趨勢資料庫
進入量產後,可將不同批次、不同穴位或不同時間點的掃描結果累積成趨勢資料,協助製程監控與異常預警。 這一步是從「檢測設備」走向「品質數據管理」的關鍵。
3D 掃描全尺寸檢測適合哪些塑膠產業應用?
D 掃描並非只適用於高單價產品。只要產品幾何複雜、檢測點多、組裝要求高,或需要縮短檢測與開發時間,都可以評估導入。
常見應用包含:
- 電子產品機構件
例如外殼、支架、連接器、扣位結構、內部固定件。 這類產品通常要求孔位、扣位、組裝面與外觀輪廓穩定。
- 車用塑膠零件
例如內飾件、外飾件、燈具周邊件、功能性塑膠扣件。 車用零件常涉及外觀、組裝、耐久與量產一致性,全尺寸檢測可協助建立更完整的品質基準。
- 醫療塑膠零件
醫療相關塑膠件通常需要更嚴謹的品質管控。 若產品具有複雜幾何或組裝功能,3D 掃描可協助提升檢測完整度。
- 家電與消費性產品外殼
外觀件通常需要控制曲面、段差、間隙與組裝效果。 3D 掃描能協助判斷外觀面是否符合設計輪廓。
- 多穴量產塑膠件
適合用來比較穴位差異、追蹤製程偏移,並建立量產穩定性分析。
讓從檢測工具到工程決策:3D 掃描的真正價值
3D 掃描的價值不只是「量得更快」或「點位更多」,而是讓量測資料真正進入工程決策流程。
- 對模具工程師來說,它能協助判斷模具是否需要修正,以及修正方向是否合理。
- 對製程工程師來說,它能協助追蹤射出條件變動對產品幾何的影響。
- 對品保工程師來說,它能建立更完整的全尺寸檢測與趨勢分析依據。
- 對研發與 NPI 團隊來說,它能縮短新產品驗證與問題排除時間。
當量測資料能被設計、模具、製程、品保共同使用,品質管理就不再只是最後一道檢查,而是產品開發與量產穩定的核心流程。
塑膠件品質管理,正在從單點尺寸走向全域數據
塑膠件檢測不應只停留在「尺寸有沒有合格」。 真正影響產品品質的,往往是整體輪廓、功能特徵、組裝基準與製程趨勢。
透過 GD&T、3D 掃描、CAD 比對、Surface Profile 與趨勢統計分析,工程團隊可以更完整地理解塑膠件的幾何狀態,並建立從開發、試模到量產的品質判斷基準,當塑膠模具與射出成型產業持續走向智慧製造與高精度應用,全尺寸檢測將不只是品保部門的工具,而是提升開發效率、降低重工風險與穩定量產品質的重要方法。
Plastic Knowledge Day|數位化塑膠製造品質控制 研討會
作者資訊
