在半導體設備與零組件製造現場,表面粗糙度量得準,只是基本門檻,量不量得到、量得穩不穩,才是真正的關鍵。
隨著設備結構越來越複雜、加工精度持續提高,許多供應鏈廠商逐漸發現:過去習慣使用的接觸式粗糙度量測方式,已經開始跟不上實際製程需求。尤其在高反光、複雜幾何或功能性關鍵表面上,接觸式量測往往出現量測限制、誤判甚至刮傷風險。
因此,越來越多半導體與精密加工供應鏈開始思考:是否該導入非接觸式 3D 光學粗糙度量測?
馬路科技將從以上實務出發進行探討以協助工程師與品質人員做出更符合製程需求的判斷
在早期加工條件相對單純、零件幾何不複雜的年代,接觸式量測確實能滿足多數 QC 檢驗需求,因此在台灣精密加工業仍相當普及
當量測對象轉向半導體設備與關鍵零組件時,接觸式量測的限制便逐漸浮現
常見現場問題包括:
這些情況在半導體設備零組件中其實相當常見,尤其在拋光、鍍膜、陶瓷與精密金屬加工件上,更容易造成量測誤差或無法量測。
接觸式粗糙度儀的校正原理,其實是透過「靈敏度補償」來放大量測訊號,而非改變物理結構
但實務上會遇到:
相較之下,非接觸式量測沒有探針與校正片等固定耗材問題。此外,接觸式量測多半僅能取得 Ra 線粗糙度,但 Ra 並不等同於 Sa 面粗糙度,無法反映整體功能表面。
在半導體供應鏈中,以下零件常因表面特性而不適合接觸式量測:
這些零件多半具備:
即使勉強量到 Ra,也無法真實反映整體功能面狀態
若使用接觸式量測:
同時,若 Dimple 粗糙度過高:
這些問題都直接影響製程良率
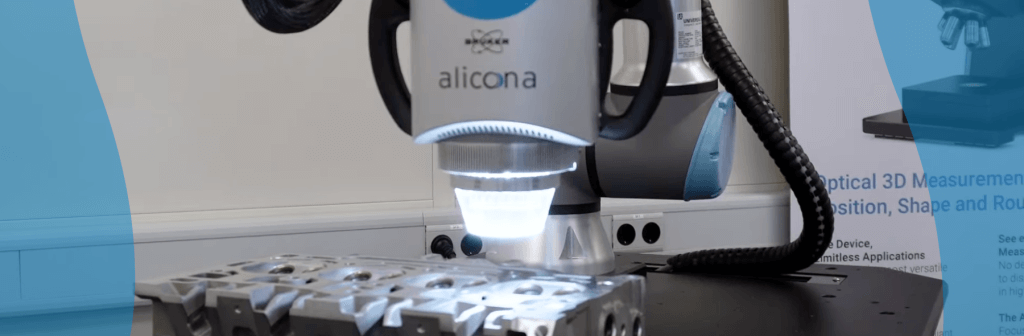
為解決上述限制,半導體供應鏈逐漸導入非接觸式 3D 光學粗糙度量測技術
以 Alicona 的 Focus-Variation(焦點變化)技術為例,可在不接觸工件下,同時取得:
因此特別適合:
非接觸式測量並非半導體專屬,也廣泛運用在精密加工及醫療器材加工
實務上選擇非接觸式的關鍵原因包括:
實際案例包含:
量測方式影響的不只是數據,而是整個製程判斷
實務上常見:
以 E-Chuck 為例:
以上這些問題都可能直接反映在良率上
若出現以下情境,建議優先評估非接觸式量測:
當上述條件同時存在時,單靠接觸式量測通常已不足。
隨著半導體設備與零組件越來越精密,粗糙度量測的重點已從「量不量得到」,轉變為「量測方式是否適合實際應用」,接觸式與非接觸式並非對立,而是各有適用場景,選對量測方式,才能真正提升製程穩定度與競爭力。
【歡迎加入@馬路科技-3D量測中心LINE官方,立即諮詢】
公司名稱 *
姓名 *
電話 *
信箱 *
本人同意馬路科技顧問股份有限公司蒐集、處理與利用本人以上填寫之個人資料用於行銷活動之業務範圍使用。